
3Dプリンタで造形を行う際、悩みどころのひとつになるのが「オーバーハング形状」です。
角度が急になるほど樹脂を支える面積が減るため、サポート材が必要になったり下面が荒れてしまったりすることがあります。
では、実際にはどの程度の角度まで綺麗に造形できるのでしょうか?
今回は、Creality K2 Plus Combo を使用し、サポートなしでどこまでオーバーハング造形に対応できるのかを検証してみます。
オーバーハング形状をプリントしてみる!
検証にあたり、まずはテスト用のデータを用意します。
Crealityの専用スライサーソフト「Creality Print」には、各種テストモデルが標準搭載されています。
画面上で右クリックをし、「テストプリミティブを追加」にカーソルを合わせると、
性能チェック用のモデルが一覧表示されます。
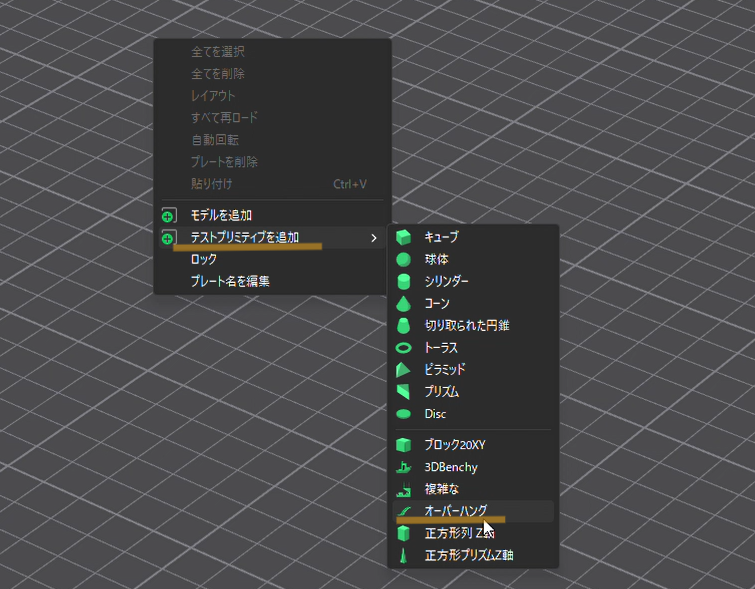
その中から、オーバーハング検証用のモデルを選択しました。
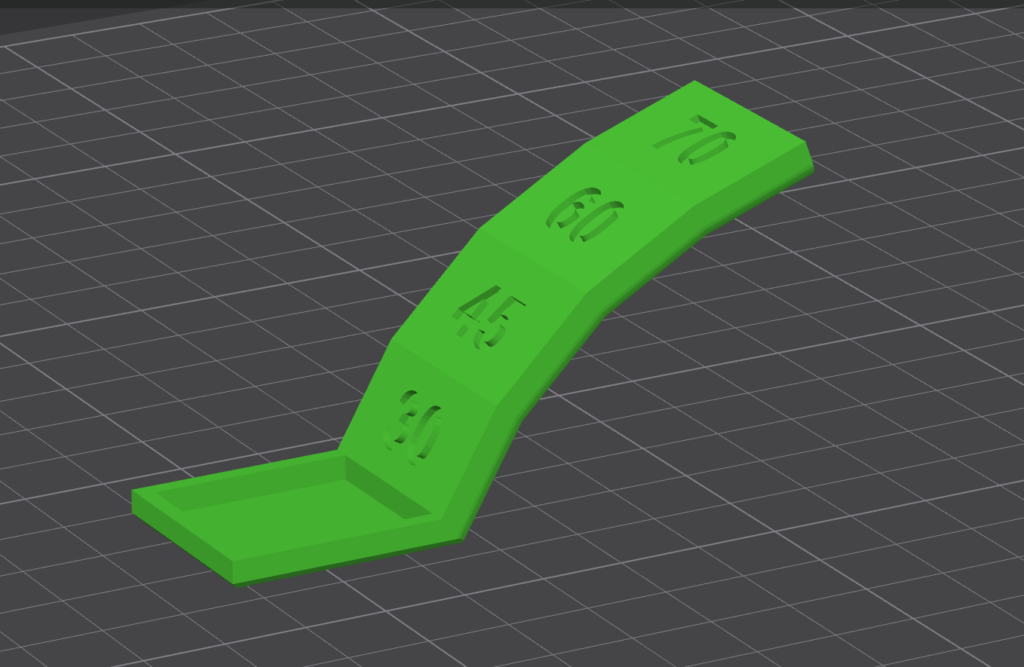
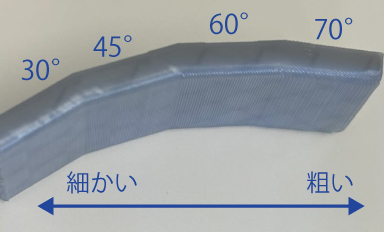
30°、45°、60°、70°まで段階的に角度が変化したモデルで、
どのあたりから形状が崩れ始めるのか確認することができます。
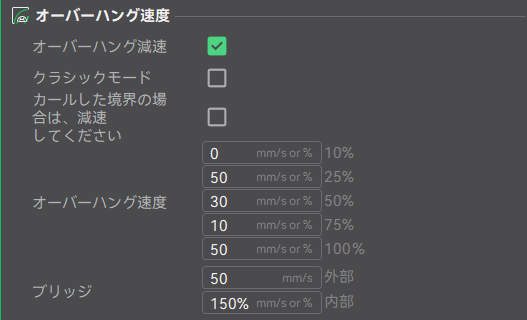
デフォルトの設定では、オーバーハング部分を自動検出して減速する機能が搭載されています。
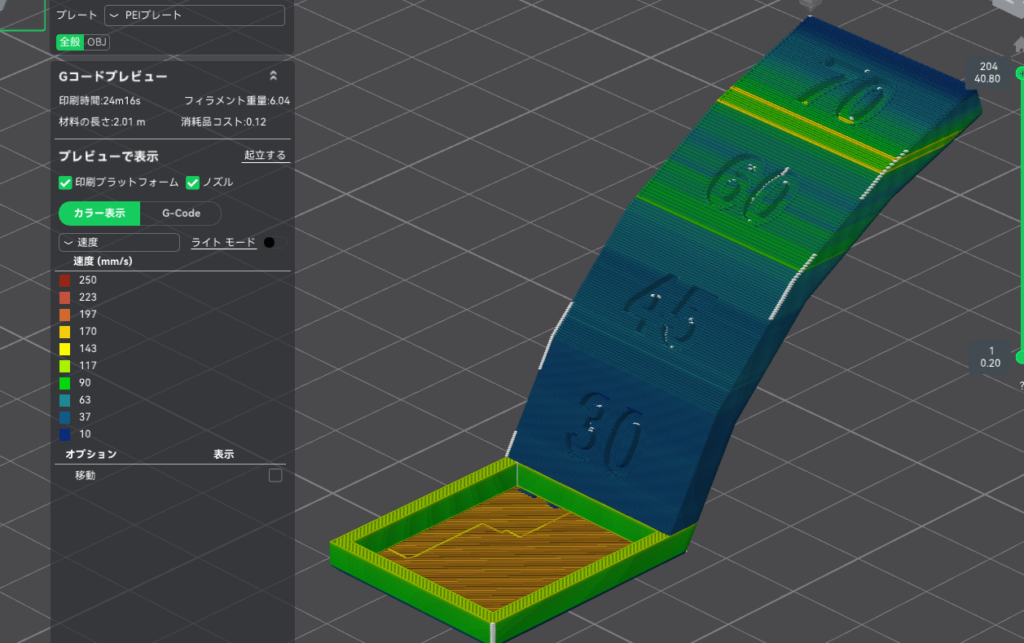
速度を確認してみると、下記の画像のように減速されていることがわかります。
そのほかの造形条件はこちらです
・材料 : PLA
・造形速度 : 200mm/s
・ノズル温度 : 220℃
・ノズル径 : 0.4mm
・積層ピッチ : 0.2mm
・サポート:なし
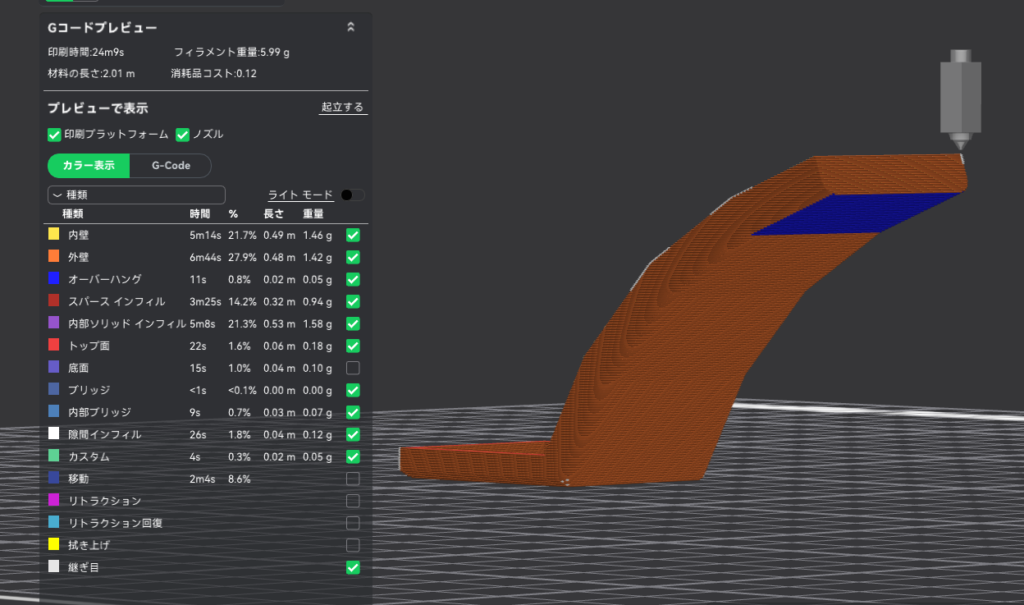
70°の下部のみオーバーハング形状として認識されています。
早速造形してみます。
完成したモデル
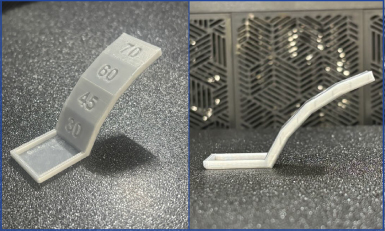
造形完了後の状態がこちらです。
一見大きな形状の崩れもなく、綺麗に造形できるように見えます。
□30°〜45°形状

この範囲は非常に安定しており、問題なく造形できています。
□60°形状

60°は見た目ではあまりわかりませんが、実際に触ってみると、
積層が荒くなっているような感覚がします。
□70°形状
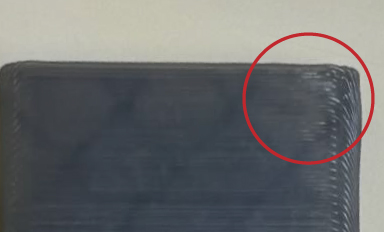
70°では変化が顕著になりました。
下面の積層は爪でなぞると少しガタガタと引っ掛かるようにかなり粗くなっており、
角部分には目に見えて積層の乱れが発生しています。
マイクロスコープで確認
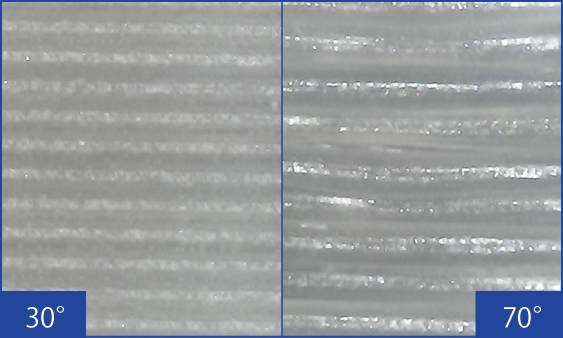
マイクロスコープでも積層表面を確認してみました。
一番角度差のある30°と70°を比較してみると、30°側は積層ラインが均一に並んでいるのに対して
70°側の積層ラインにはゆがみが生じ、太さや並びにブレがありました。
まとめ
今回は、標準搭載されているモデルを用いてオーバーハングテストを実施してみました。
オーバーハング形状を綺麗に造形するには、速度だけでなくノズル温度を下げるなどの調整も有効とされています。条件を最適化することでさらに品質が向上する可能性もありそうです。
別のブログでは、オーバーハング向け設定でどこまで改善できるのかも検証してみたいと思いました。
Crealtiy製品研究所をもっと見る
購読すると最新の投稿がメールで送信されます。

コメント