これまで、さまざまな素材の加工に挑戦してきました。
その中でも木材については、これまでMDF材のみを扱ってきましたが、今回はより幅広い種類や厚さの木材を用意し、それぞれの特性や加工結果の違いを確認してみることにします。
用意したデータについて
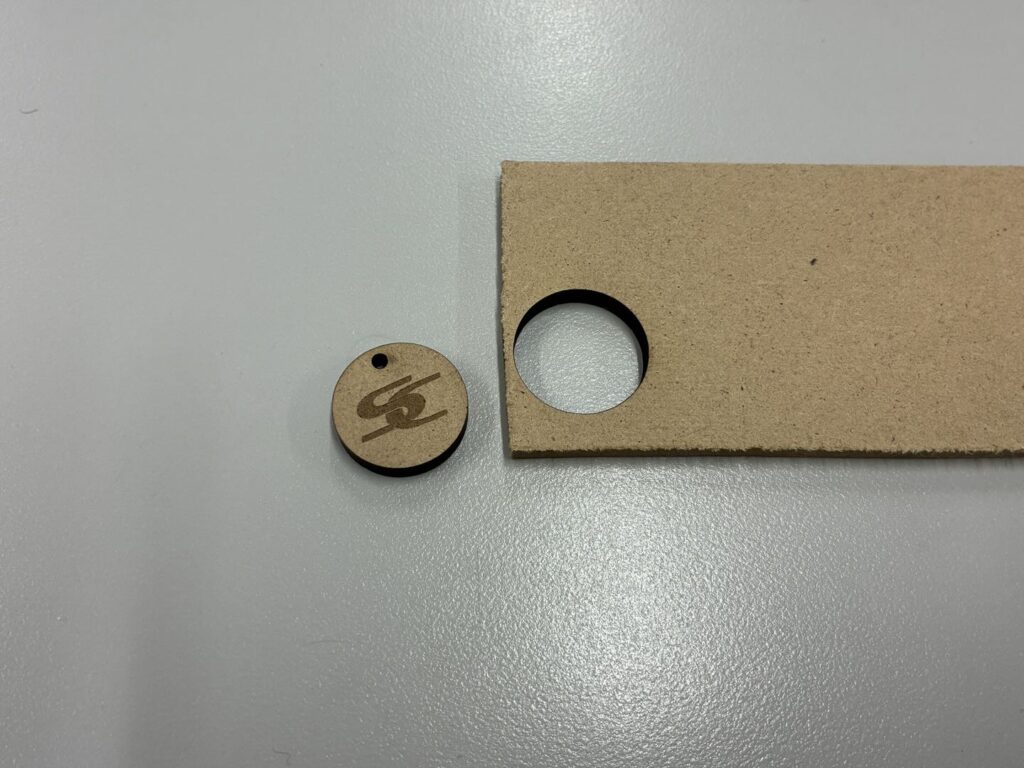
今回用意したデータは、簡単なロゴの書かれたデータです。
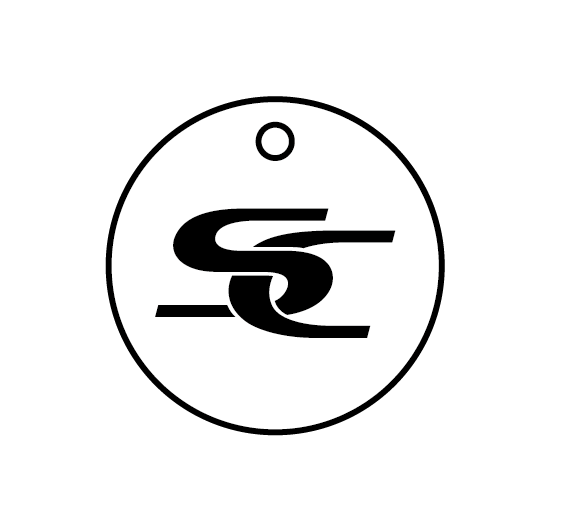
円の部分は切断、ロゴの部分は充填による彫刻加工を施して、
その仕上がりについて確認してみたいと思います。
シナ合板
まずは、今回検証する中で最も薄い厚さ約3mmのシナ合板から加工してみたいと思います。

設定は、
Basswood boardの3mmを選択しました。
加工条件 | 彫刻 : 速度5000 / パワー10% |切断 : 2000 / パワー100 で加工してみます。
加工は20秒ほどで終了しました。


結果、きれいに切り抜くことができました。
このくらいの厚みだとまだまだ加工できそうです。
彫刻の文字もしっかりと読むことができます。
MDF(厚さ4.8mm)
次にMDFです。今回用意したMDFは厚さ約4.8mmのプレートです。
加工条件 | 彫刻 : 速度5000 / パワー10% |切断 : 600 / パワー100 で加工してみます。
このように、木材でも異なる厚みの場合、
加工条件が変化し、よりゆっくりと切断する設定に変わりました。
さっそく、この設定で加工してみると、
このようにこちらもきれいに加工することができました。
つぎにより厚みのある6.7mmの材料を使って加工してみます。
オーク材(厚さ6.7mm)の場合
次は厚さ6.7mmの板を加工していきます。
こちらもデフォルトには登録がないため、まずはBassWoodの5mmの設定で加工し、様子を見てみることにしました。
加工条件 | 彫刻 : 速度5000 / パワー10% |切断 : 600 / パワー100
その結果、こちらの材料も問題なく1度で切ることができました。

スギ材(厚み約11mm)
次は一枚板であるスギの板を加工してみたいと思います。
加工条件 | 彫刻 : 速度6000 / パワー25 |切断 : 300 / パワー100

こちらも、問題なく切断でき、彫刻もきれいにできました。
合板(厚さ約12mm)
最後に、今回用意した中でも最も厚みのある12mm厚の合板を用意しました。

加工条件 | 彫刻 : 速度6000 / パワー25 |切断 : 300 / パワー100
その結果、しっかりと切り抜くことはできました。

しかし、気になるところがあります。

それが穴の上側の部分で、ここまで検証してきた材料ではなかった、
穴の上の部分が粉になってなくなってしまいました。
出力が強すぎたことが原因かもしれません。
そのため、合板をよりきれいに切り抜くときには、より細かなレーザー出力やスピードの調整が必要になりそうです。
まとめ
今回は、さまざまな種類の木材を用いてレーザー加工のテストを行いました。
木材の材質や、無垢材・合板などの構造の違いによって、加工結果や仕上がりに差が見られました。
そのため、それぞれの素材特性に合わせて、最適なレーザー設定(出力・速度)を探すということが
重要だと思います。
Crealtiy製品研究所をもっと見る
購読すると最新の投稿がメールで送信されます。


コメント